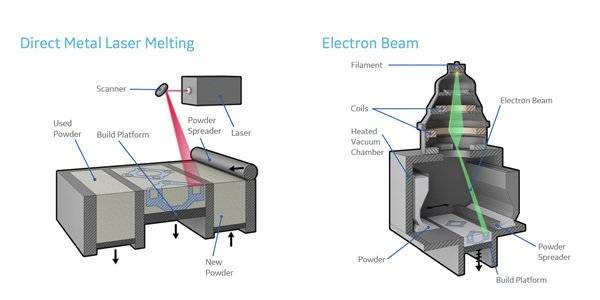
Текущие источники энергии PBF для 3D-печати на металле - это в основном лазерные и электронные. Выходная мощность и скорость сканирования этих двух методов различны, что приводит к огромной разнице в том, будет ли вся поверхность платформы предварительно нагрета слой за слоем или нет, что затем повлияет на остаточное напряжение и удаление порошка.
Тип лазерного луча не выполняет предварительный нагрев, а тип электронного луча выполняет. В результате величина остаточного напряжения и состояние порошка деталей, напечатанных на 3D-принтере, изменятся, а процесс постформовки имеет свои преимущества и недостатки.
Для 3D-печати металла с источником лазерного луча LB-PBF существует большое остаточное напряжение из-за разницы температур во время процесса печати, мы должны добавить очень прочную опору, чтобы выдержать это остаточное напряжение. Таким образом, будет сложно снять опору со строительной плиты.
Для 3D-печати на металлическом источнике электронного луча EB-PBF он имеет небольшую разницу температур и низкое остаточное напряжение из-за предварительного нагрева, поэтому его можно печатать только с простой опорой.
Как упоминалось выше, с точки зрения опоры (остаточного напряжения) тип электронного луча является более доминирующим. Но у типа лазерного луча есть и преимущества. Это возможность удаления порошка.
Фактически, металлический порошок после предварительного нагрева «станет псевдо-спеченным». Когда используется тип лазерного луча, часть, выходящая за пределы диапазона моделирования, может быть непосредственно извлечена в виде порошка, в то время как тип электронного луча предварительно нагревается, и порошок на всем столе для моделирования становится слегка затвердевшим. Такой вид избыточной детали, которая становится псевдо-спеченным, можно удалить с помощью пескоструйной обработки, но часть, которая не может быть распылена, удалить трудно, что приводит к тому, что компоненты со сложными схемами не могут быть полностью удалены.

Хвостовик руки, напечатанный на 3D-принтере

