Предпосылки: В настоящее время индустрия 3D-печати металлом развивается очень быстро и постепенно применяется в различных отраслях: аэрокосмической, автомобильной, медицинской и т.д. Его преимущество заключается в том, что с его помощью можно получить легкий и индивидуальный дизайн деталей, а также решить некоторые технические проблемы, которые невозможно решить с помощью традиционных методов обработки и производства. Тем не менее, с технической точки зрения, в процессе изготовления металлических AП-модулей существует множество проблем, которые делают нашу конструкцию не такой, как ожидалось. Одна из проблем при распечатке - остаточное напряжение.
Остаточное напряжение: остаточное напряжение является неизбежным результатом быстрого нагрева и охлаждения, что является неотъемлемой характеристикой процесса плавления лазерного порошка. Когда порошок спекается лазером, металлический порошок образует ванну расплава и быстро затвердевает. В это время разница температур между подложкой и поверхностью деталей вызывает напряжение. Из-за деформации поверхность деталей деформируется и смещается, а на поверхности напечатанных деталей появляются трещины.
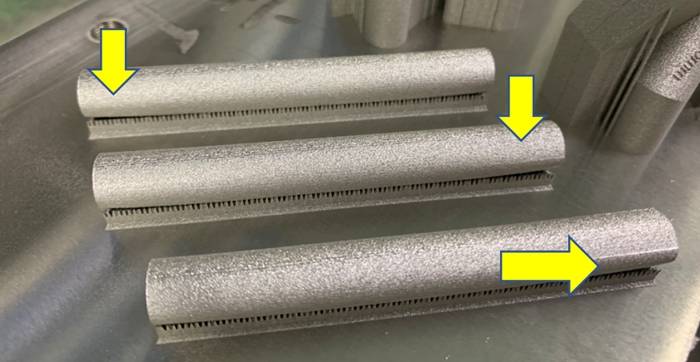
Поэтому в процессе 3D-печати металлом, если вы не будете действовать осторожно, поверхность деталей, вероятно, будет деформирована и смещена. Чем больше размер деталей, тем больше остаточное напряжение и тем серьезнее это явление.
Остаточное напряжение разрушительно. Остаточное напряжение разрушительно. Когда мы добавляем еще один обрабатывающий слой поверх другого обрабатывающего слоя, образуется и накапливается напряжение, которое может вызвать деформацию детали, край которой может быть скручен, а затем может быть отделен от опоры. Нижняя поверхность детали больше по размеру и подходит к подложке. Край детали будет отделен от опорной плиты.
Другая проблема заключается в том, что когда печатные части отделяются от подложки, остаточное внутреннее напряжение в напечатанных частях снимается, что приводит к сильной деформации деталей. Следовательно, необходимо провести термообработку, чтобы снять внутреннее напряжение, а затем отделить ее от подложки. Что касается метода решения остаточного напряжения, техники будут проводить анализ моделирования теплового напряжения в будущем, контролировать форму печатных деталей, где существует остаточное напряжение, и реализовывать локальную кавитацию и низкую плотность напечатанных деталей для снятия внутреннего напряжения.

